服务热线
4001-123-456


| ► | The only product in its category in China that has undergone radiation cross-linking treatment. |
| ► | No axial gaps in the electric heat fusion joints. |
| ► | Excellent resistance to ultraviolet light, high temperature, and thermal deformation. |
| ► | Simple, fast, safe, and environmentally friendly construction and installation method. |
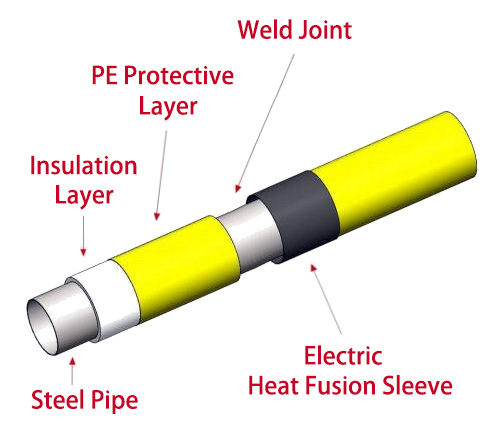
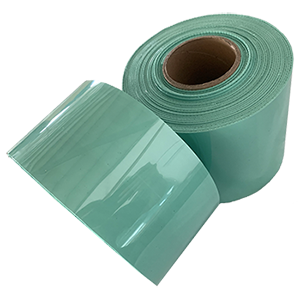
The electric heat fusion sleeve for insulation pipelines is a new type of product produced based on mature production techniques from overseas and utilizing our company's advanced radiation cross-linking technology and innovative production processes.
Currently, there are two commonly used types of electric heat fusion sleeves in China:
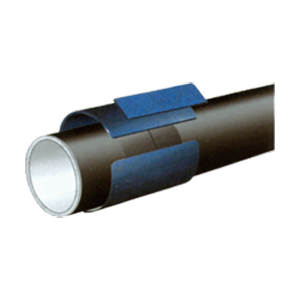
(1) One type involves using polyethylene sheets which are coated with a mesh (resistance wire), bent, and rolled to form a cylindrical shape. This product is connected to the jacket pipe through electric heat fusion. However, the axial thermal fusion gap in this design can easily crack due to the combined effects of the stresses on the sheet and the foamed polyurethane.
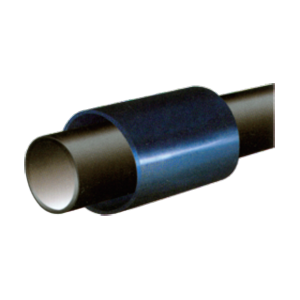
(2) The other type involves extruding a large-diameter plastic sleeve directly from an extruder and then using resistance wire to heat fuse it onto the insulation jacket of the pipeline. This product needs to be fitted onto the steel pipe before welding. Under sunlight exposure and with increasing temperature, this product undergoes certain deformation and cannot be pulled back into its original position at the weld.
The radiation cross-linked shrinkable electric heat fusion sleeve perfectly solves the problems associated with the two aforementioned products. The innovative production process allows the product to take on a cylindrical shape, eliminating the presence of axial thermal fusion gaps and completely resolving the technical challenge of easy cracking in heat fusion sleeves. Additionally, radiation cross-linking enhances the material’s temperature resistance and reduces the deformation of the electric heat fusion sleeve.
1. The radiation dosage can be adjusted based on the melt index of the PE outer protective layer to ensure the perfect fusion of the electric heat fusion sleeve with the PE outer protective layer.
2. High-quality high-density polyethylene (PE100 grade) is selected, which has high hardness and excellent mechanical strength.
3. The material is radiation cross-linked using an electron accelerator, resulting in significant improvements in tensile strength, impact resistance, wear resistance, and resistance to chemical media.
4. The outer diameter of the insulation pipeline is not limited, theoretically allowing the production of electric heat fusion sleeves of any diameter and thickness.
| Pipeline Diameter (mm) | Insulation Outer Diameter (mm) | Sleeve Diameter (mm) | Shrinkage (%) |
| 159 | 249 | 270 | ≥20 |
| 168 | 258 | 280 | ≥20 |
| 219 | 309 | 330 | ≥20 |
| 273 | 363 | 385 | ≥20 |
| 355 | 445 | 465 | ≥20 |
| 406 | 496 | 520 | ≥20 |
| 457 | 547 | 570 | ≥20 |
| 508 | 598 | 620 | ≥20 |
| 1. | Install the heat fusion sleeve on the insulation pipeline. |
| 2. | Weld the pipe joints. |
| 3. | Remove rust from the surface. |
| 4. | Apply anti-corrosion treatment. |
| 5. | Mark positioning indicators on the PE protective layer. |
| 6. | Sand the PE protective layer. |
| 7. | Install the electric heating wire mesh. |
| 8. | Pull the heat fusion sleeve back to the marked position. |
| 9. | Heat shrink the heat fusion sleeve. |
| 10. | Install securing rings. |
| 11. | Apply electric heat fusion. |
| 12. | Inspect for airtightness. |
| 13. | Inject polyurethane. |
| 14. | Seal injection holes. |
| 15. | Complete the installation. |
| Property | Condition | Performance | Standard |
| Density | 23°C | ≥0.94g/cm3 | ISO 1183 |
| Carbon Black Content | 23°C | >2% | ISO 6964 |
| Hardness (Shore D) | 23°C | ≥55 | ISO 868 |
| Melt Flow Rate | 190°C,5kg/10min | ≤5%, from insulation outer layer | ISO 1133-1 |
| Oxidation Induction Time | 210°C | ≥30min | ISO 11357-6 |












| Address: | 1288 Shexi Road, Beishe Community, Fenhu Town, Wujiang District, Suzhou City, Jiangsu Province, China |
| Telephone: | (0512) 63241242,63248702 |
| E-mail: | overseas@dasheng.com |
| Website: | www.dasheng.com |